在焊接領(lǐng)域,焊接裂紋可是個(gè)棘手難題�����,其種類豐富�����,產(chǎn)生條件與原因也千差萬(wàn)別��。有的裂紋焊后瞬間現(xiàn)身�,有的稍作 “潛伏”,過(guò)段時(shí)間才冒頭�����,甚至?xí)诤罄m(xù)使用中����,受外界特定條件誘發(fā)出現(xiàn)。而且����,它們不光出現(xiàn)在焊縫、熱影響區(qū)表面,內(nèi)部也常常中招���。深度了解焊接裂紋的分類與特點(diǎn)就顯得尤為關(guān)鍵���,接下來(lái)就讓我們一同開(kāi)啟這場(chǎng)知識(shí)探秘之旅。

一�、按分布形態(tài)剖析焊接裂紋
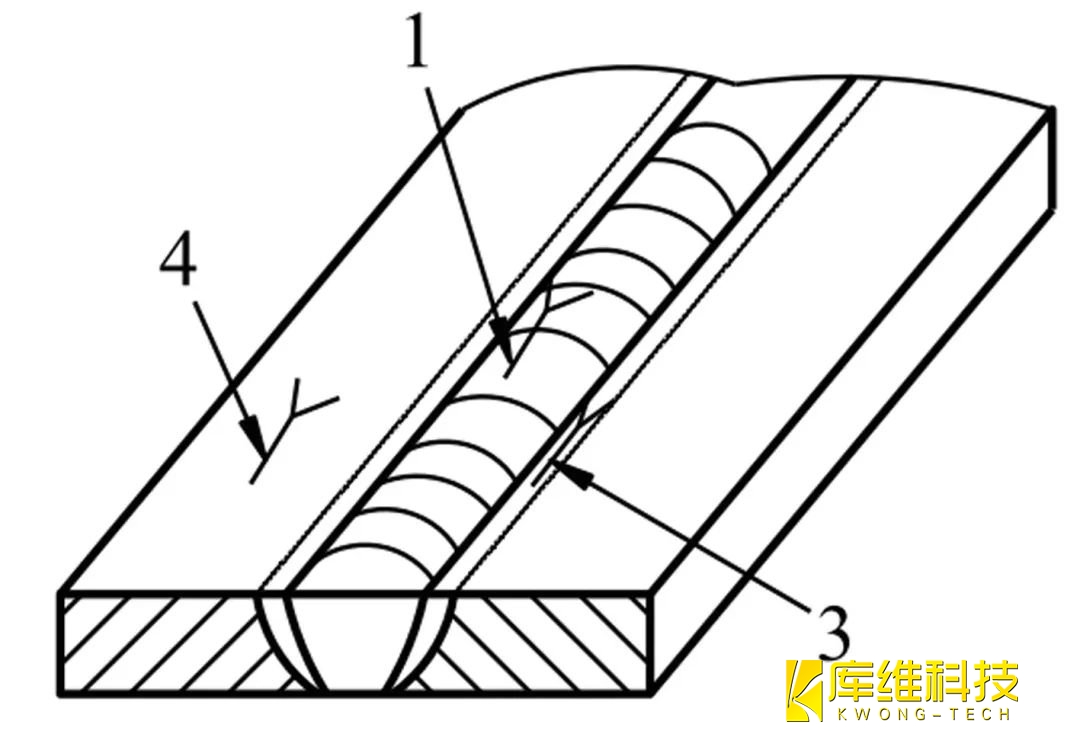
在裂紋產(chǎn)生的區(qū)域上有焊縫裂紋和熱影響區(qū)裂紋;在相對(duì)于焊道的方向上有縱向裂紋和橫向裂紋�����,縱向裂紋的走向與焊縫軸線平行�,橫向裂紋的走向與焊縫軸線基本垂直;在裂紋的尺寸大小上有宏觀裂紋和微觀裂紋�;在裂紋的分布上有表面裂紋、內(nèi)部裂紋和弧坑(火口)裂紋��;相對(duì)于焊縫垂直面的位置上�,有焊趾裂紋、根部裂紋����、焊道下裂紋和層狀撕裂等。
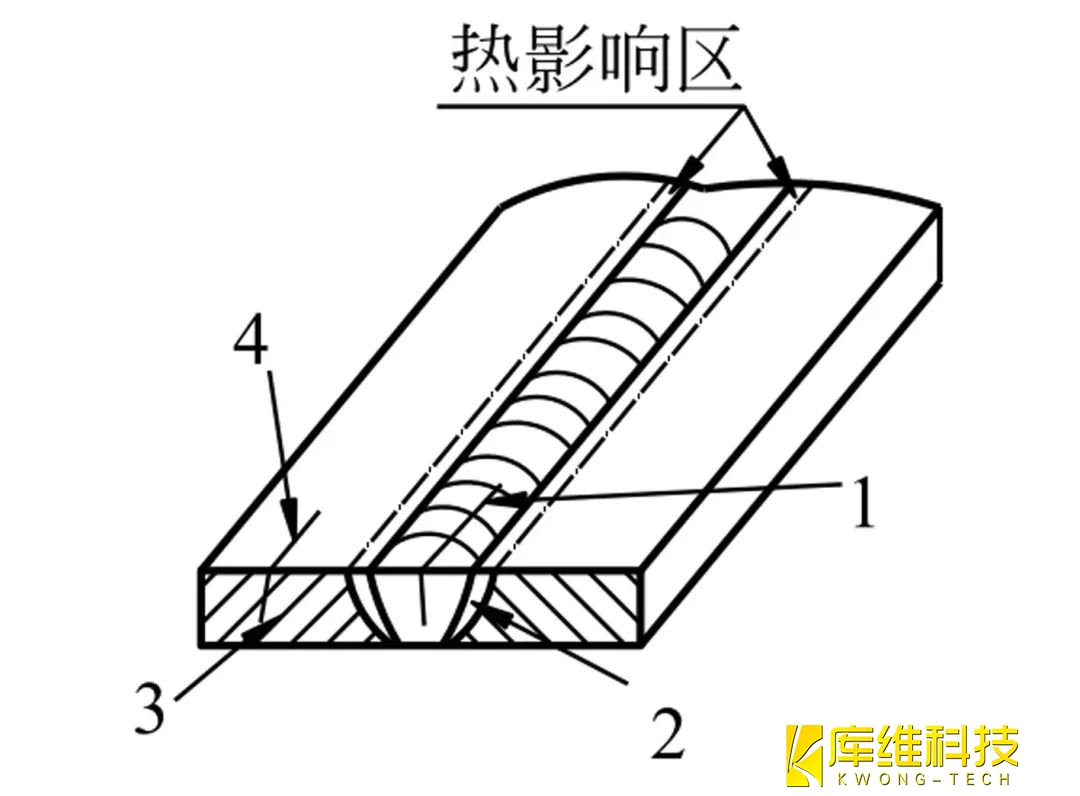
(1)縱向裂紋
基本上與焊縫軸線平行的裂紋,可能存在于焊縫金屬中(1)�、熔合線上(2)、熱影響區(qū)(3)以及母材金屬中(4)�����。
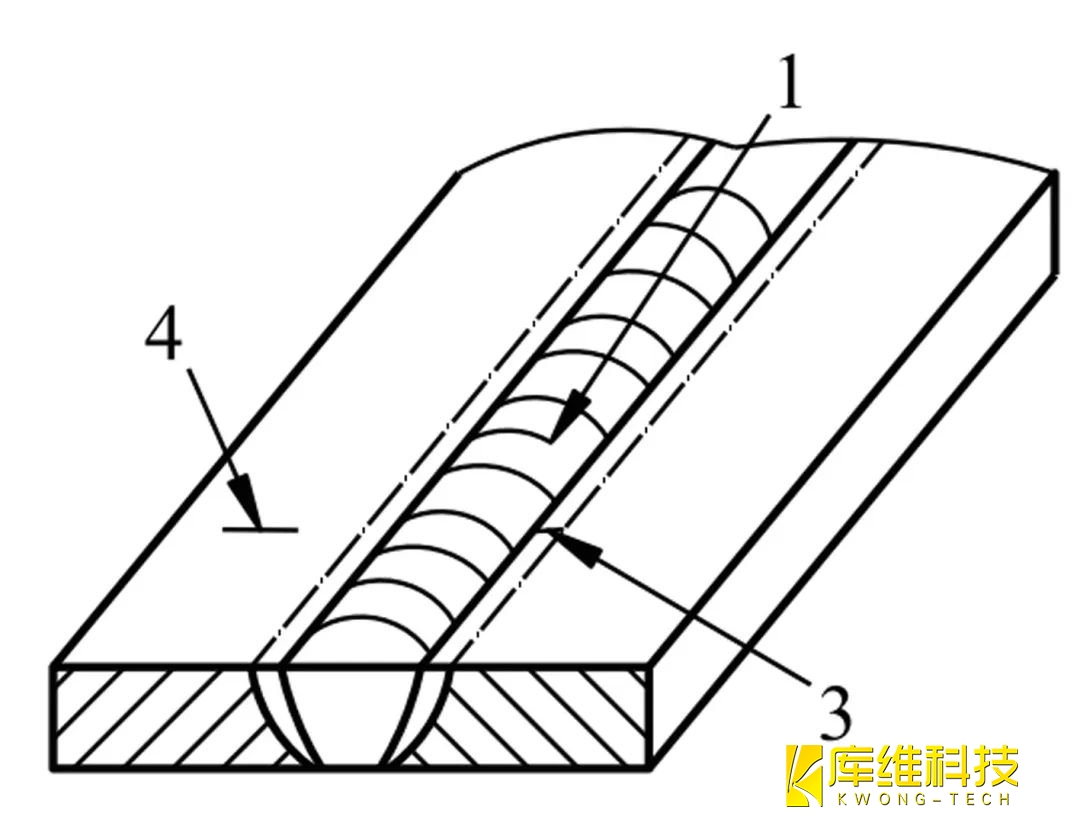
(2)橫向裂紋
基本上與焊縫軸線垂直的裂紋�����,可能存在于焊縫金屬中(1)��、熱影響區(qū)中(3)以及母材金屬中(4)��。
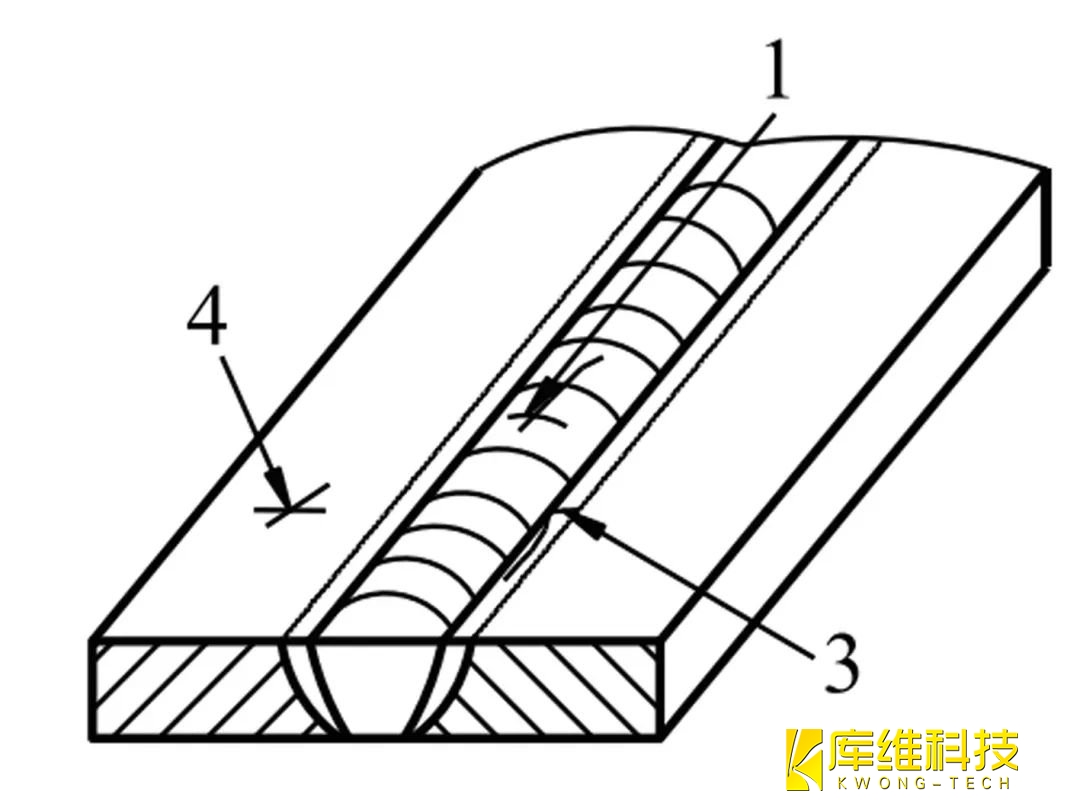
(3)放射狀裂紋
具有某一公共點(diǎn)的放射狀裂紋�,基本上與焊縫軸線平行的裂紋,可能存在于焊縫金屬中(1)��、熱影響區(qū)(3)以及母材金屬中(4)���。
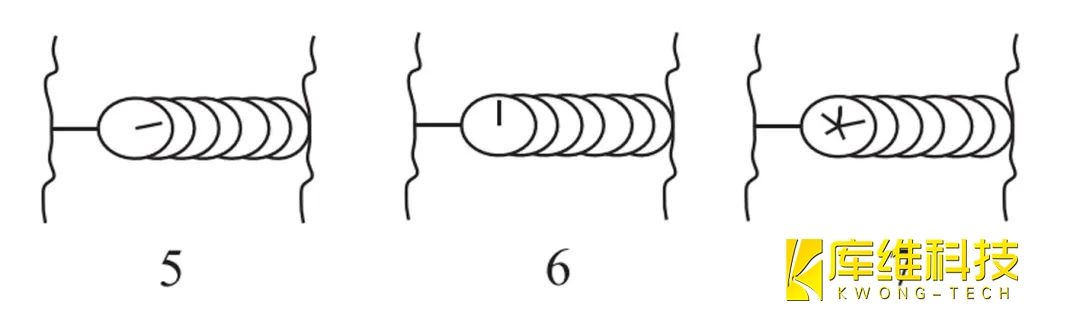
(4)弧坑裂紋
在焊縫收弧弧坑處的裂紋�,可能是縱向的(5)�、橫向的(6)和星形的(7)。

(5)間斷裂紋群
一組間斷的裂紋可能存在于金屬中(1)���、熱影響區(qū)(3)以及母材金屬中(4)�。
(6)柱狀裂紋
在某一公共裂紋派生的一組裂紋,可能存在于焊縫金屬中(1)��、熱影響區(qū)(3)以及母材金屬中(4)�����。
二�����、按產(chǎn)生機(jī)理深挖焊接裂紋
(1)熱裂紋
結(jié)晶裂紋:在結(jié)晶后期����,雜質(zhì)較多的碳鋼、低中合金鋼�����、奧氏體鋼����、鎳基合金這類材料,由于低熔點(diǎn)共晶形成液態(tài)薄膜�����,弱化了晶粒間連接。此時(shí)�,拉伸應(yīng)力一 “發(fā)力”,焊縫上就容易開(kāi)裂��,少量會(huì)在熱影響區(qū)沿奧氏體晶界出現(xiàn)�����,敏感溫度處于固相線以上稍高的固液狀態(tài)���。
多邊化裂紋:純金屬及單相奧氏體合金焊接時(shí),已凝固的結(jié)晶前沿�����,在高溫與應(yīng)力雙重作用下����,晶格缺陷移動(dòng)聚集,形成低塑性的二次邊界����,稍受應(yīng)力就產(chǎn)生裂紋,敏感溫度在固相線以下再結(jié)晶溫度��,常于焊縫、熱影響區(qū)沿奧氏體晶界開(kāi)裂��。
液化裂紋:含 S�、P、C 較多的鎳鉻高強(qiáng)鋼��、奧氏體鋼和鎳基合金等材料���,在焊接熱循環(huán)峰值溫度沖擊下��,熱影響區(qū)和多層焊層間發(fā)生重熔�,應(yīng)力一來(lái)����,就在熱影響區(qū)及多層焊區(qū)間沿晶界產(chǎn)生裂紋,敏感溫度在固相線以下稍低位置�����。
(2)冷裂紋
淬硬脆化裂紋:中����、高碳鋼,低�、中合金鋼����,鈦合金等材料焊接時(shí)���,淬硬組織遇上焊接應(yīng)力�����,就在熱影響區(qū)(少量在焊縫)沿晶或穿晶產(chǎn)生裂紋,敏感溫度在 Ms 點(diǎn)以下���。
低塑性脆化裂紋:含碳的 Ni-Cr-Mo 鋼�、馬氏體不銹鋼�����、工具鋼這類材料����,在較低溫度下,自身收縮應(yīng)變超出塑性儲(chǔ)備��,于是熱影響區(qū)及焊縫沿晶或穿晶出現(xiàn)裂紋��,敏感溫度在 Ms 點(diǎn)附近。
延遲裂紋:鑄鐵��、堆焊硬質(zhì)合金焊接時(shí)����,淬硬組織、氫�、拘束應(yīng)力三方 “勾結(jié)”,催生出具有延遲特性的裂紋��,在 400℃以下的熱影響區(qū)及焊縫沿晶或穿晶出現(xiàn)�。
(3)再熱裂紋
厚板焊接結(jié)構(gòu)進(jìn)行消除應(yīng)力處理時(shí),含有沉淀強(qiáng)化的高強(qiáng)鋼���、珠光體鋼���、奧氏體鋼、鎳基合金等材料的熱影響區(qū)粗晶區(qū)�,要是存在應(yīng)力集中,應(yīng)力松弛產(chǎn)生的附加變形大于蠕變塑性�����,600 - 700℃再次加熱時(shí)���,熱影響區(qū)粗晶區(qū)沿晶就會(huì)出現(xiàn)再熱裂紋�。
(4)層狀撕裂
含有雜質(zhì)的低合金高強(qiáng)度厚板結(jié)構(gòu),內(nèi)部分層夾雜物沿軋制方向分布�����,焊接時(shí)垂直軋制方向應(yīng)力一作用��,熱影響區(qū)或稍遠(yuǎn)地方就產(chǎn)生 “臺(tái)階” 式層狀開(kāi)裂�����,敏感溫度約在 400℃以下���。
(5)應(yīng)力腐蝕裂紋
碳鋼、低合金鋼��、不銹鋼�、鋁合金等制成的焊接容器、管道等結(jié)構(gòu)��,在腐蝕介質(zhì)與應(yīng)力共同作用下�����,會(huì)產(chǎn)生延遲開(kāi)裂,任何工作溫度下�����,焊縫和熱影響區(qū)都可能沿晶穿晶出現(xiàn)裂紋�。
焊接裂紋的復(fù)雜性遠(yuǎn)超想象,不同的分類背后對(duì)應(yīng)著各異的產(chǎn)生機(jī)制與表象特征��。在實(shí)際的焊接工作場(chǎng)景里�����,知識(shí)就是守護(hù)質(zhì)量與安全的堅(jiān)盾��。希望各位讀者能在操作臺(tái)前���、施工現(xiàn)場(chǎng)����,敏銳洞察每一處細(xì)微異常�,用所學(xué)知識(shí)規(guī)避裂紋的產(chǎn)生,為制造業(yè)的蓬勃發(fā)展持續(xù)注入強(qiáng)勁動(dòng)力�����。

探討焊接技術(shù):爆炸焊有哪些應(yīng)用領(lǐng)域����?
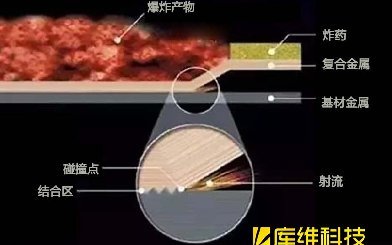
爆炸焊的工作原理是什么�����?
高強(qiáng)耐候鋼焊接問(wèn)題分析及有效應(yīng)對(duì)措施
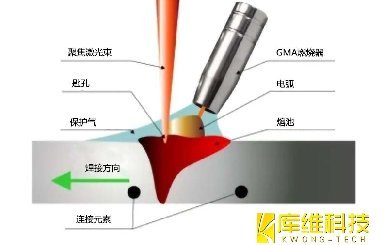
激光電弧復(fù)合焊接技術(shù):焊接速度對(duì)焊接效果的影響

激光焊接知識(shí)分享:焊縫跟蹤技術(shù)
激光焊接技術(shù)分享:激光擺動(dòng)焊接技術(shù)

激光加工技術(shù):超快激光加工詳細(xì)介紹

焊接技術(shù)分享:盤(pán)點(diǎn)那些特殊的焊接技術(shù)

2024年激光焊接技術(shù)的最新趨勢(shì)